




钣金加工中钣金折弯如何做当钣金加工材料弯曲的时候,其圆角区上外层受到拉伸,内层受到压缩,所以在相同厚度的情况下,弯曲的半径越小材料的拉伸和压缩就越严重,甚至造成裂缝和折断。由此一来我们明白了,钣金加工弯曲零件的结构设计的时候,应避免过小的弯曲圆角,其较小折弯半径是弯曲件的直边高度,所以弯曲件的直边高度也不能太小。当钣金弯边侧边带有斜角的弯曲件时,侧面的较小高度为折弯件上的孔边距。另外,弯曲线应避开尺寸突变的位置,目的是为了防止尖角处应力集中产生弯裂。是将弯曲线移动一定距离,以离开尺寸突变处为基本原则,才能保证弯曲效果。






钣金折弯加工如何计算折弯尺寸现代的钣金折弯件加工工艺要求钣金折弯展开准确,折弯加工后无需后续切割或剪切类加工就可以成为理想的钣金折弯件,这就要求确计算钣金折弯展开尺寸,并画出折弯展开图。目前较常规的计算方法是以截面中心层计算展开长度,认为中心层就是钣金长度始终不变的一个层,其长度就是钣金折弯展开的长度,它的位置刚好在板厚的一半处,对于一些要求精度不是太高的薄板大折弯角的零件,这种计算方法相对还是比较准确的,但对于厚板小折弯角钣金零件的折弯,由于其中心层长度并非钣金折弯展开的长度,以它的长度下料后再折弯时经常出现零件尺寸偏大的情况。

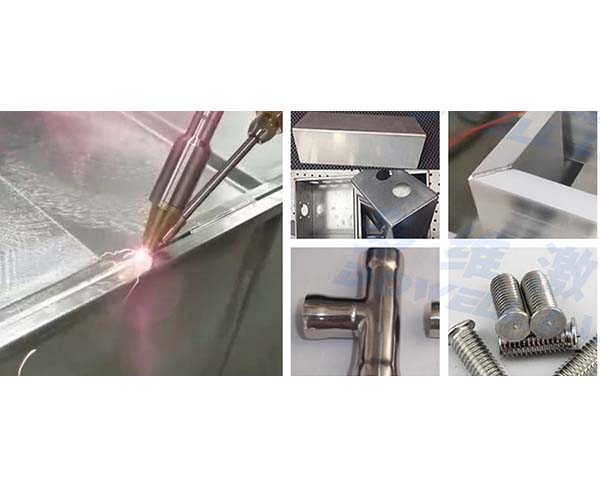
钣金加工领域掀起工艺革命激光切割经过了几十年的发展,从固体激光器、CO2激光器到光纤激光器。技术日益成熟,而中国巨大潜在市场也为激光加工机床在钣金行业的规模化应用提供了广阔空间。随着竞争的加剧,钣金产业链各阶段的利润空间均在压缩,降价空间日趋减少,加工技术的转型势在必得;同时中国已逐渐成为国际制造业中心,随着国外投资的增加,金属加工的需求不断增加,因此对钣金加工能力的需求也越来越大,促进了激光切割的发展与繁荣。

本网站全力支持关于《中华人民共和国广告法》实施的“极限化违禁词”相关规定,且已竭力规避使用“违禁词”。故即日起凡本网站任意页面含有极限化“违禁词”介绍的文字或图片,一律非本网站主观意愿并即刻失效,不可用于客户任何行为的参考依据。凡访客访问本网站,均表示认同此条约!感谢配合!
您好,欢迎莅临欧洲杯买球正规平台,欢迎咨询...
 触屏版二维码 |





